Persian
English
Français
Deutsch
Italiano
Русский
Español
Português
Nederlandse
ελληνικά
日本語
한국
العربية
हिन्दी
Türkçe
Indonesia
Tiếng Việt
ไทย
বাংলা
فارسی
Polski
درخواست نقل قول
|
جستجو
خانه
محصولات
فیلم
درباره ما
تور کارخانه
کنترل کیفیت
با ما تماس بگیرید
اخبار
پرونده ها
Sorry! This product is no longer available.
Let's see if there are any related products that interest you
محصولات توصیه شده
عملکرد ثابت در عمق های مختلف حفاری
مجموعه سطحی هسته الماسی با دقت بالا در جهت گیری هسته برای اکتشاف مواد معدنی
سطح سوراخ بهبود یافته قطعه هسته الماس
نرخ نفوذ بهینه لرزش کم در طول حفاری سطح مجموعه قطعه هسته الماس
حداقل انحراف سطح مجموعه بیت الماس هسته برای سازندهای مختلف زمین شناسی
تولید حداقل حرارت سری Nq3 در حین حفاری مجموعه بیت الماسی هسته
حفاری کم عمق و عمیق بهترین سطح طراحی راه آب مجموعه هسته الماس
کاهش خطر گیر شدن هسته متناسب با الزامات مخصوص حفاری سطح مجموعه قطعه هسته الماس
استخراج زمین شناسی بررسی سطح مجموعه هسته الماس بیت
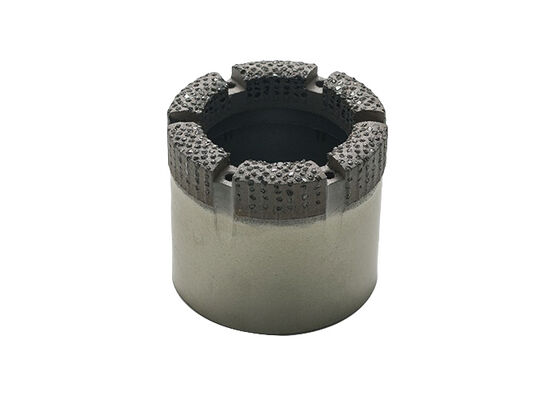
قطعه حفاری هسته ی الماس
سطح مجموعه هسته حفاری بیت الماس عملکرد حفاری بهبود یافته
سطح مجموعه هسته حفاری بیت الماس عملکرد حفاری بهبود یافته
افزایش سرعت حفاری کاهش سطح نگهداری بیت مجموعه هسته الماس بیت
NQ3 HQ Surface Set Diamond Core Drill Bit برای حفاری و اکتشاف مواد معدنی
کاهش خطر آلودگی هسته متریک سطح استاندارد مجموعه هسته الماس
1-10 اینچ سطح مجموعه قطعات هسته الماس برای حفاری سنگ چند لایه امپریگناسیون خنک کننده روانکاری
سطح با عملکرد بالا مجموعه هسته الماس بیت W / سختی مقاومت در برابر سایش
مجموعه سطح اتصال رشته ای قطعات هسته الماس نوع Aq، Bq، Nq، Nq3، Hq، Hq3، Pq
مجموعه سطح اتصال رشته ای بیت های هسته الماس NQ3 HQ HQ3 PQ
کاهش خطر گرفتگی بیت موثر در سازندهای سنگ سخت مجموعه سطحی بیت الماس هسته
 Persian
Persian